



无论您是初次接触还是已经熟悉,我们的【 球墨铸铁管真正的源头厂家】产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:【 球墨铸铁管真正的源头厂家】的图文介绍


如何对球墨铸铁管进行安装?球墨铸铁管厂家为您支招1、选址,从土壤质量、附近管线等角度来选定球墨铸铁管的安装路线,并形成施工图纸,特别要注意的是要避免一些腐蚀性的不安装路线。2、铺管,管过程中需要用到挖掘机、吊装机等大型设备,同时根据经验10米长度的球墨铸铁管适合安排2至3工人就行配合铺管。胶圈要放正在承口槽内,并用手压实。3、确定管道距离,这个环节主要的岁过长的管子就行截断,并按照施工角度把插口端加工成坡口形状,以利应用。4、管身测量,通过对管身的测量来确定安装弧度、空缺、转交等形成的直线空距、转角空距、以达到稳固避免位移。5、定位标线。定位标线的目的是为了达到,定管、动管轴心线存在与一条轴距一样的直线上,这个环节是为了保证安装的质量和速度,避免管道胶圈脱落影响质量和进度。



球墨铸铁管的质量由什么决定的呢?当然是含硅量决定球墨铸铁管的质量了, 含硅量对球墨铸铁管的机械性能影响很大,比如硅可以改变石墨 球的大小、分布和圆整度,可以细化石墨球,会使基体塑性、强度提高; 硅在退火过程中可以促进渗碳体分解,生成铁素体,提高球墨铸铁管的塑性和延展性;硅还可以溶解在铁中并强化金属基体,提高球墨铸铁管的硬度和强度。 因此球墨铸铁管中的硅主要是以孕育的方式加 入。为了更好的发挥硅的作用,在生产中硅以三次孕育的形式加入:首 先是球化包内孕育,其次是随流孕育,然后是管模粉孕育。并且这三次 孕育都以瞬时孕育的效果******,因此在球化包内孕育前炉内的硅要调 质到一个合适的量,由实验表明炉内的硅一般调到0.8 —丨.2%之间,如 果炉内的硅调到低于0.8^,在球化包内就要加入更多的孕育剂,这球墨铸铁管 样 球化后的铁液降温太大,不利于浇注;如果炉内的硅调到高于丨.2%, 在球化包内加入的孕育剂相对就会减少,这样孕育效果就会大大降 低,并且硅在高温的炉内还会被烧损,其反应方程式为51+2^01=5102结果会使铸管中的终硅量减少,影响铸管力学性能。


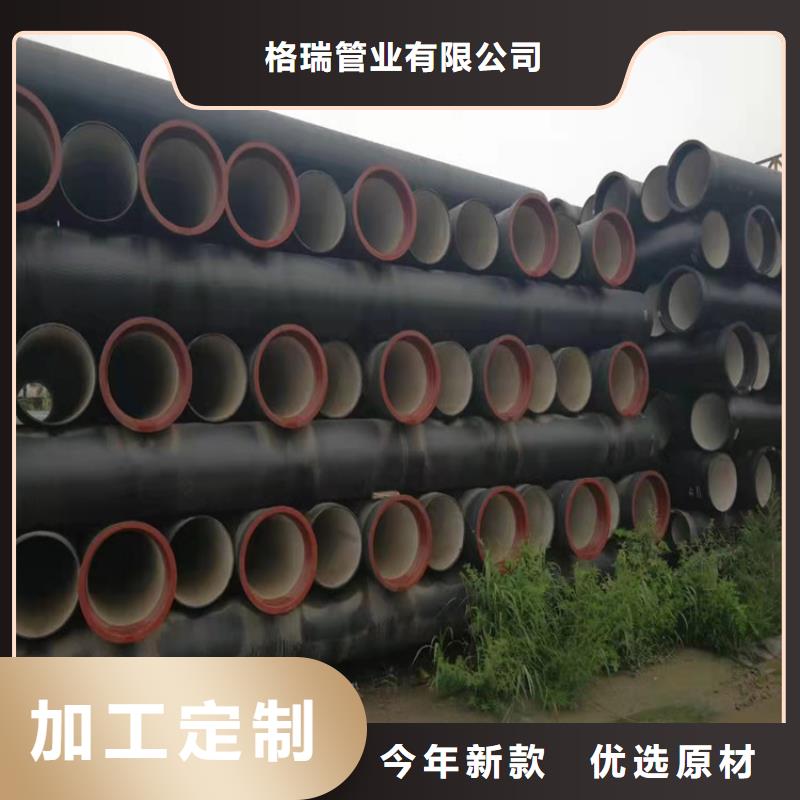
格瑞管业(云梦县分公司)坐落于中国的 球墨铸铁管生产基地--孝感云梦,是一家专业生产、研发、销售 球墨铸铁管厂家, 经过多年的不懈努力,格瑞管业(云梦县分公司)凭着产品优良的品质,精致的制造工艺、规范的管理和完善的服务,赢得了广大客户的信赖和支持。




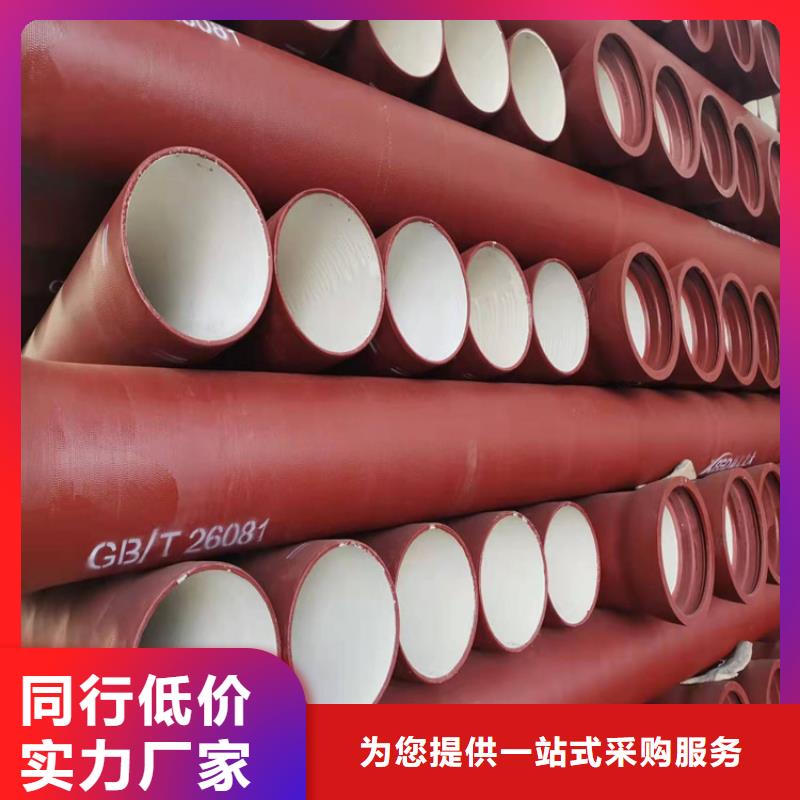
二、现代防腐工艺:根据球墨铸铁管输送介质的不同,埋入土壤的土质不同,管道环境不用,对管道的内外防腐都有不一样要求。随着具有各种特性的化工原料出现,球磨铸铁管的内外防腐技术也在不断发展。适应不同环境、适用不同输送介质的耐腐蚀球磨铸铁管纷纷出现在管道施工现场。比较成熟的有管外喷涂环氧彩漆、管内衬聚脲、管内衬环氧陶瓷。(一)管外喷涂环氧彩漆管外喷涂的环氧彩漆为双组分液体环氧涂料,使用高压无气喷涂技术,喷涂厚度0.3mm,颜色可以根据客户要求配制不同颜色。喷涂前铸管需要预热到70摄氏度。(二)管内衬聚脲管内衬聚脲为双组分防腐涂料,喷涂厚度一般不小于1mm。其固化速度快,快10s凝胶,10分钟可达步行强度。用于球墨铸铁管内壁防腐时,铸管需要预热到70摄氏度,铸管内壁需要采用G17或者G24钢砂进行抛丸处理,达到Sa2.5。内壁必须光洁、无油污、重皮、氧化皮、锈斑等影响聚脲粘附力的缺陷。喷涂设备选用美国GRACO的专用聚脲喷涂机。在DN80-300规格的铸铁管内喷涂聚脲,需要使用国内研发的专用小管喷枪。(三)管内衬环氧陶瓷球墨铸铁管内喷涂的环氧陶瓷是一种三组分的防腐涂料,涂层厚度不小于1.2mm。A料为液体环氧树脂,添加大量石英粉;B料为聚胺类固化剂;C料为催化剂。三种原料的体积比为100:100:1。喷涂后铸管需要继续旋转,大约40分钟后,环氧陶瓷达到表干程度,可以停止铸管旋转,进行静至固化。固化时间根据外界温度不同在4~16小时内变化。固化后,防腐层致密光滑,坚如陶瓷,因此命名为环氧陶瓷。其具有很好的耐水、抗腐蚀和电绝缘性。环氧陶瓷分为黑陶和白陶两种。黑陶用于输送污水;白陶可用于输送饮用水。由于此种涂料内含有大量石英粉,一般的喷枪使用寿命短,因此,需要采用甩盘式喷涂。


国外都在用的球墨铸铁管,纯国标球墨铸铁管,厂家直销,价格优惠。离心球墨铸铁管是用铸铁浇铸成型的管子,用于给水、排水和煤气输送管线,它包括铸铁直管和管件。离心球墨铸铁管采用代拉伏法水冷金属型离心机.Dg100 mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿轮直接传动铸型,壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全rae 离心机的壳体下面装有轮子,以便在倾斜轨道上作往复运动,离心机的往复移动采用液压装置,压力为9.65 x 105Pa.其移动速度通过溢流阀调节,离心机的电缆和冷却水进出软管一般固定在机器旁边的柱子上,另一端接在壳体上,随机一起移动。离心机的生产规格一般是固定的,如果要在一台离心机上生产几种规格的管子,则需要更换扇形包,铁水流植和支撑铸型的滚轮架等



